










?日本的農產品冷鏈物流起步于上世紀70年代初,經過四十多年的發展,日本已經構建起從生產端到消費端,一整條完整的冷鏈物流系統,形成了比較完備的體系,發展趨于成熟。日本冷鏈物流在技術、設備系統、運營管理、市場成熟度方面都處于世界領先水平,日本農產品冷藏流通率達95%,農產品運輸腐壞率低于5%,生鮮農產品的運輸成本占整個農產品銷售成本只有30%左右。日本的冷鏈物流特別之處在哪兒,讓我們一探究竟。

溫度帶嚴格劃分
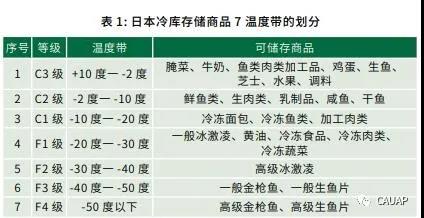
按照《日本冷庫法》規定,冷庫溫度帶有4種分類方法,以7等級溫度帶的分類方法為主:按照冷庫溫度的不同,日本把冷庫分為C3級、C2級、C1級、F1級、F2級、F3級、F4級等7個等級。目前,日本冷庫85%以上為F級冷庫,并且以F1級冷庫最多,而C級冷庫中又以C3級冷庫居多。
?
資料來源:日本冷庫協會《冷庫的諸統計》
針對貨品性質,冷鏈物流企業分為冷凍、冷藏、恒溫3個溫度帶進行分裝配送。冷凍運輸車輛溫控在-18℃~-22℃,運送如速凍食品、肉類、水產類、雪糕、冰淇淋等貨物;冷藏運輸車輛溫控在0℃~7℃,運送如水果、蔬菜、飲料、鮮奶制品、熟食制品、各類糕點、各種食品原料等貨物;恒溫運輸車輛溫控在18℃~22℃,運送如巧克力、糖果等貨物。
雙“車”保駕護航
日本冷鏈物流企業在低溫狀態下運輸貨物時,分別采用冷凍車和保冷車運送不同性質的貨物。冷凍車搭載的貨架裝有隔熱結構裝置和制冷劑,一般采用機械冷凍方法對貨物進行冷卻。運輸過程中,冷凍車中或貨物內安裝記錄器并實時監測溫度,當溫度發生大幅度變化時,工作人員能夠通過記錄器判斷出故障發生的時間和原因。保冷車則不使用制冷裝置,完全依靠由特殊材料制造的車體來保持低溫,并安裝GPS(全球定位系統)和信息通信裝置,發送車輛行駛位置和車門開關過程等數據。
高性能包裝材料
由于冷藏食品的特性,日本冷鏈物流企業廣泛使用絕熱性能和保護性能高的包裝材料。運輸包裝的材料或容器不僅被要求保持清潔、無污染和無異味,而且還要具備一定的保護性和絕熱性,這樣才能在裝卸、運輸和儲存時避免內部的食品受到損失。如日本在櫻桃、桃、草莓等易碰傷水果的包裝上廣泛使用緩沖材料,并使用特制的保鮮箱,吸收水果散發的乙烯成分,控制水果過熟。此外,配合冷藏運輸,有時需要使用泡沫塑料包裝,在包裝內加制冷劑。日本還采用可多次循環使用的運輸容器可有效提高運輸效率,降低運輸成本。日本在農產品運輸上廣泛使用標準尺寸的折疊式運輸箱,運輸時可疊加擺放,卸貨后可折疊起來不占用運輸空間,且可多次循環利用。
?
精細化冷庫管理
在冷鏈物流鏈條中,倉儲尤為關鍵。目前,日本冷庫數量超過3000座,冷庫容積達4000多萬立方米(近1700萬噸)。日本的冷庫按使用性質劃分,可分為營業用冷庫和自營冷庫,冷鏈物流企業自用倉庫比例較小,大部分為營業用的公共倉庫,營業用冷庫數量占全部冷庫數量的57.6%,冷庫容積占全部冷庫容積的88%。
日本冷庫擁有較高的專業技術水平和先進的專業設施,從而保證集約化、高效化的冷鏈物流管理。由于日本冷鏈物流系統的不斷優化,近年來日本在庫商品的滯留時間明顯減少,冷鏈食品的周轉速度不斷提高,貨物年間周轉數已超過6次。日本冷庫的結構大多是多層結構,以3-5層、每層5-7米層高為主,并根據儲存商品和客戶的不同需求,實行梯級溫度設置。日本冷庫一般都包括存儲區、流通加工區等基本功能分區,同時根據客戶的需求,還有預冷區、解凍區等特殊功能分區。在流程設計上,為確保作業環節的連續性和合理性,全程都需實行無縫式冷鏈管理,尤其在容易出現斷鏈的冷庫作業環節,通過冷藏車車廂與冷庫裝車站臺的無縫銜接,既避免了冷鏈的斷鏈,又提高了貨物裝卸效率。企業還根據貨物是否有氣味,以及其他商品特性進行分類處理,如根據原料的色澤、氣味、水份、保質期等特性,科學進行分類儲存,杜絕交叉污染。
機械化全程操作
日本在農產品冷鏈物流的全程作業過程中充分運用其科技實力打造了高度機械化、自動化的運營設施。企業的冷鏈物流作業中鏟車、叉車、貨物升降機、傳送帶等機械的應用程度較高;倉儲環節中,自動化立體倉庫在實際操作過程中完全采用機器設備進行生鮮產品的存取;配送中心的分揀設施、拼裝作業安排猶如生產企業的生產流水線一樣,配套機電一體化控制系統、計算機管理系統、數碼分揀系統,不但解決了勞動力不足的問題,而且還降低了分揀錯誤率,提高了物流企業的工作效率,降低了成本。此外,廣泛使用電子數據交換系統,提高了信息在國際間傳輸的速度和準確性,使企業降低了單據處理成本、人事成本、庫存成本和差錯成本,改善了企業和顧客的關系,提高了企業的國際競爭力。
信息化廣泛使用
為了進一步提高冷鏈物流信息化運作效率,日本政府著手了一系列冷鏈物流信息化政策方面的改革,其目的是進一步放寬對冷鏈物流信息化業的規制,使其完全按照市場運作的規律更加富有活力地發展。除此之外,日本政府還著手進行冷鏈物流信息化系統的技術升級,在物流信息化建設上投入了大量經費,使物流信息化技術在日本冷鏈物流企業被廣泛使用,不僅降低了信息不對稱性,改善了顧客和企業之間的關系,更有利于企業對整個運輸過程進行監督和管理。
電子數據交換系統在日本的物流企業中得到了廣泛應用,不僅規范了物流信息處理程序,提高了物流信息的可靠性,還簡化了訂貨或者存貨的過程,加速冷鏈物流企業與客戶之間的交易流程;在信息化庫存管理上,由于進行了與農產品生產企業良好的需求預測和生產銜接,因此從未出現過斷貨現象,使日本冷鏈物流信息化始終保持快速運行;在配送業務上,日本的冷鏈物流運輸車輛上一般安裝有GPS和信息通信裝置,不僅為送貨車設定合理的冷鏈物流配送路線,企業和客戶還可以實時掌握貨員的實際配送路線和在每一個零售客戶停留的時間、車門開關過程等數據,而且還有利于對送貨員的管理監督,并提高配送效率。
一體化物流中心
近幾年日本一些物流企業開始發展集加工、包裝、配送為一體的新物流中心,不僅具有充實的運輸配送功能、良好的流通加工能力、最新的避震設施及安全設備,并且與周邊城市形成良好的交通便利,為客戶提供了一站式精細服務,輻射區域范圍的配送需求。除了作為物流中心的功能,食品加工流通中心的功能也是運營的特色之一,中心為商家提供諸如包裝、凍品解凍、急凍食品等增值服務,滿足不同溫區產品的精細化要求。
日本冷鏈物流展望
日本盡管已經屬于冷鏈發達國家,但也并沒有停止發展與完善自身冷鏈技術的步伐。現在日本的冷鏈業者,開始把目光集中在以下幾個方面。
在技術上,日本開始著重于在于冷藏庫和冷藏車的低碳技術發展以及促進運廂體的標準化;由于日本將在2020年實施“脫氟利昂”政策,日本冷庫以后主要采用氨制冷、氨加二氧化碳制冷兩種方式。此外,日本冷庫把節能降耗一直作為重要的發展方向,并通過減小冷風機的功率、推廣使用新型保溫材料、使用計算機實現自動控制冷庫溫度等方法,使冷庫溫度能夠有效控制,未來還將繼續從多方面探索冷庫節能的方式。
在國內市場發展態勢良好的前提下,為了促進農產品、食品的出口,日本政府制定了2020年農、水產品及食品出口1萬億日元的目標,并為此建設了冷鏈物流網,普及冷凍、冷藏技術,支援沖繩機場建設等。在國內政策優惠以及市場狀況的雙重鼓勵下,很多大的冷鏈物流企業開始把目標轉向海外市場。
日本最大的冷鏈物流企業為日冷物流集團,目前在世界排名第5位。該公司現有79座冷庫,總庫容接近150萬噸,占日本冷庫總庫容的10%。該公司在歐洲以及中國上海都建有大型冷鏈物流中心,其先進的冷鏈物流技術體系、精細化的管理水平和自動化程度,在日本都處于領先地位。日冷依靠強大的冷藏、冷凍專用物流中心,可把多家廠商的低溫食品集中起來,再為各零售連鎖店和外賣連鎖店進行配送,客戶可在網上時查看貨物的行蹤。如今日冷對東南亞這塊充滿潛力的區域充滿期待,計劃在以越南和印度尼西亞為中心的東南亞國家聯盟(ASEAN)發展冷鏈事業,并制定了2020財年冷鏈物流海外銷售額增長到600億日元、規模為現在3倍的目標。
日本冷鏈物流對我國的啟示
我國冷鏈物流市場目前處于高速發展時期,預計市場年復合增長率達到20%以上,但我國冷鏈物流行業從技術到管理,與日本仍有非常大的差距。結合日本冷鏈物流發展趨勢,中國冷鏈物流行業的發展需要重點關注以下幾個方面。
1)冷庫是能耗大戶,我國每年冷庫用電費用超過800億元,節能空間巨大。日本冷鏈物流在基礎設備尤其是冷庫的研發上,越來越重視節能、生態的問題,通過注重綠色能源在冷鏈物流行業的應用,才能保證物流行業的可持續發展。
2)日本的冷鏈物流企業,平均凈利潤率也就2%,運營稍不留意就會虧損。但是由于他們在精細化管理方面做到極致,所以仍能保持盈利,從入庫、分揀、倉儲、配送到冷庫、車輛、人員管理,無論是從對貨物的重視程度,還是對倉儲配送中的每一個環節都是需要用心去完成的。通過對各環節的精細化管理,不僅能夠最大程度保證貨物的品質,還能夠嚴格控制各項成本,優化企業運營流程。
3)日本物流企業逐漸趨向于發展集倉儲、加工、包裝、配送一體化的物流中心,致力于為各類客戶提供食品倉儲物流需求整體解決方案。這樣能夠有效減少供應鏈環節,規范市場秩序,加強對整個物流過程的監管,促進冷鏈物流一體化的逐步形成。
 熱門標簽
熱門標簽



 粵公網安備 44010402002339號
粵公網安備 44010402002339號
