










一、看板及相關基礎知識及工作流程
1、看板種類
(1)工程內看板 —— 工序內生產指示(順序計劃)
(2)信號看板 —— 批量生產指示(生產計劃)
(3)工程內領取看板 —— 搬運指示
(4)外協零件領取看板—— 部件進件指示
2、看板運行規則
(1)后工序向前工序領取。
(2)僅生產和制造被后工序取用的數量沒有看板就不生產和搬運。
(3)看板必須附在實物上。
(4)不合格品永不往下工序送。
(5)定期檢查看板的數量。
3、看板能起到什么作用?
(1)降低在庫量;(要多少送多少)。
(2)訂購快捷;(按時訂購,按時到貨)。
(3)保證部品質量;(沒有多余部件積壓,隨時使用廠家新送來的部品)。
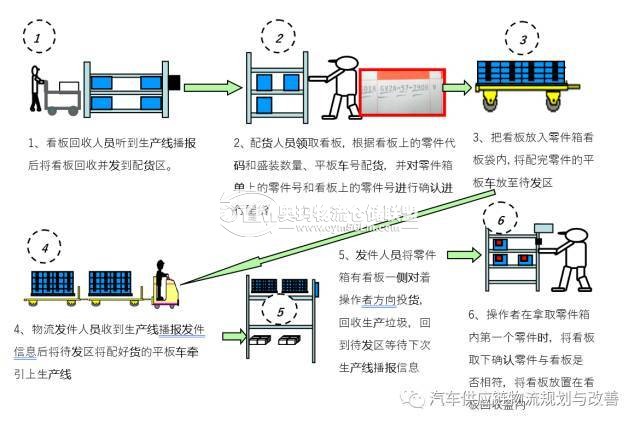
4、工程內看板操作流程
外協零件領取看板操作流程
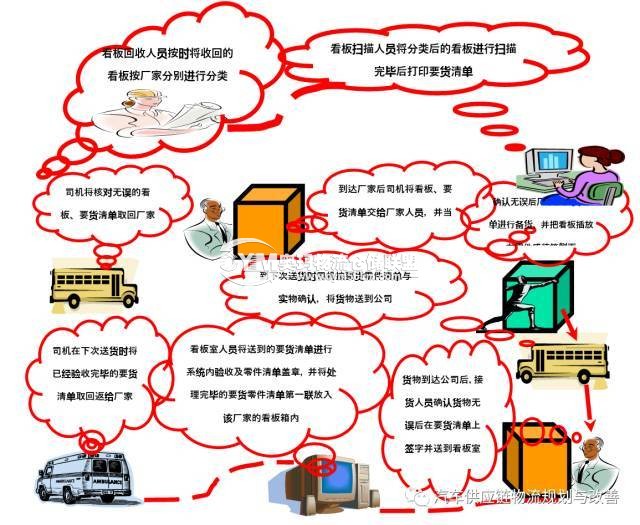
(1)看板回收人員按時將收回的看板按廠家分別進行分類。
(2)看板掃描人員將分類后的看板進行掃描完畢后打印要貨清單。
(3)司機將核對無誤的看板、要貨清單取回廠家。
(4)到達廠家后司機將看板、要貨清單交給廠家人員,并當場確認。
(5)確認無誤后廠家按要貨清單進行備貨、并把看板插放在零件盛裝箱側面。
(6)到下次送貨時司機按要貨零件清單與實物確認,將貨物送到公司。
(7)貨物到達公司后,接貨人員確認貨物無誤后在要貨清單上簽字并送到看板室人員手中。
(8)看板室人員將送到的要貨清單進行系統內驗收及零件清單蓋章,并將處理完畢的要貨零件清單第一聯放入該廠家的看板箱內。
(9)司機在下次送貨時將已經驗收完畢的要貨清單取回返給廠家。
5、確定看板總數量的依據
內物流庫存數量(用A表示)、生產線在制品數量(用B表示) 、看板室未發出看板數量(用C表示) 、協作配套廠家持有看板數量(用D表示)。
看板總數量N=A+B+C+D
6、看板循環數量的計算方法

a-天數 b-每天送貨次數 c-隔幾次送到
以看板循環為1-8-3為例:1表示一天 8表示每天送八次貨 3表示隔三次送到 以上公式中a、b、c分別指:1(a)— 8(b)— 3(c)
7、安全在庫小時數轉換成天數
每天16小時,白班8小時、夜班8小時。
16小時為1天 8小時為0.5天 4小時為0.25天 2小時為0.13天以此類推。
8、看板循環張數計算示例
假設日使用量為200/日,零件A的看板循環為1-8-3,安全在庫為4小時,零件盛裝數量為20,則其看板循環張數為:

=7.5張,取整數8張
9、在制品庫存建立方法
零件暫存區庫存建立計算方式:
N=∑(t1搬運+t2運輸+t3卸貨)/T
N-庫存數量;t1-廠家零部件搬運時間;t2-從廠家到生產廠運輸過程時間;t3-到生產廠后往內物流儲存區裝卸及運送時間;T-生產線生產節拍
生產線在制品庫存計算方式:
N=∑(t1運輸+t2搬運)/T
N-生產線在制品數量;t1-從內物流區到生產線運輸時間;t2-將零部件從運輸車輛搬運到生產線工位器具上的時間;T-生產節拍。
10、運行看板的注意事項
一般情況下只在月末或月初時調整一次,但是如果在調整月的生產臺數有大的波動時就要根據實際情況進行多次調整,否則,若按最高數量進行調整時,生產數量少的階段就會出現在庫積壓的問題。
|
序號 |
注意事項 |
責任人 |
|
1 |
將零件運送上線時,小心不要把看板弄丟 |
物流人員 |
|
2 |
摘看板一定要在拿取整箱部件的第一個部件之前 |
生產作業人員 |
|
3 |
摘掉的看板要及時放到看板回收箱內 |
生產作業人員 |
|
4 |
發現零件箱上沒有插看板或看板與部件不符, 要及時通知班長 |
生產作業人員 |
|
5 |
一旦發生晚摘看板情況不要自行處理,要及時通知 班長或物流人員 |
生產作業人員 |
 熱門標簽
熱門標簽



 粵公網安備 44010402002339號
粵公網安備 44010402002339號
